Bend Radius For 2mm Sheet Metal

Minimum Versus Recommended Inside Bend Radius

Sheet Metal Design Guide Geomiq

Bending Basics The Hows And Whys Of Springback And Springforward
Predicting The Inside Radius When Bending With The Press Brake

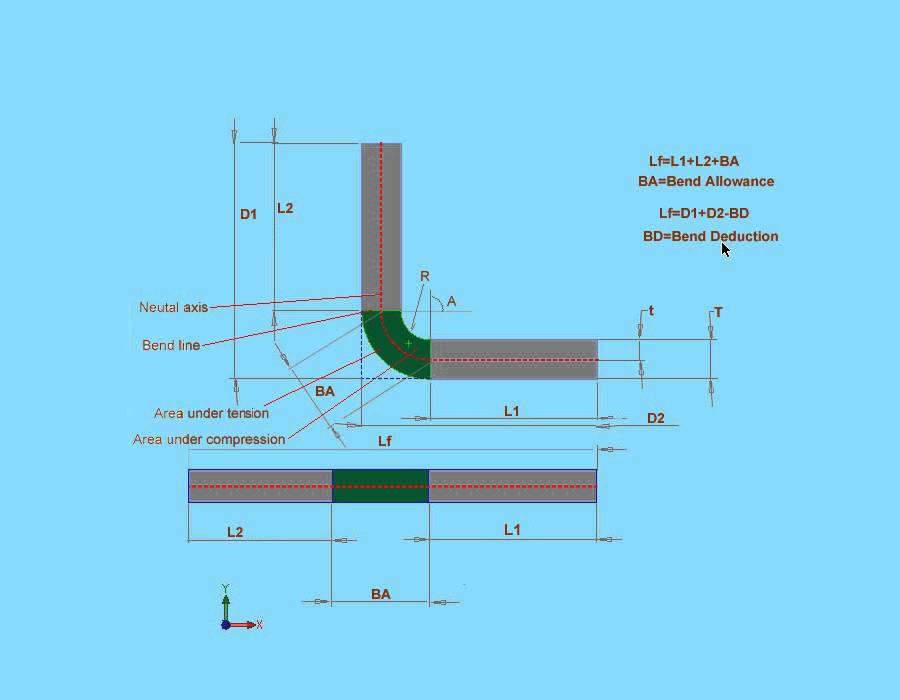
Bend Allowance Sheetmetal Me
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

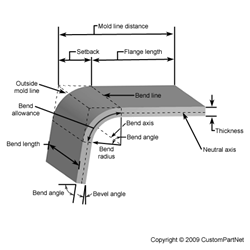
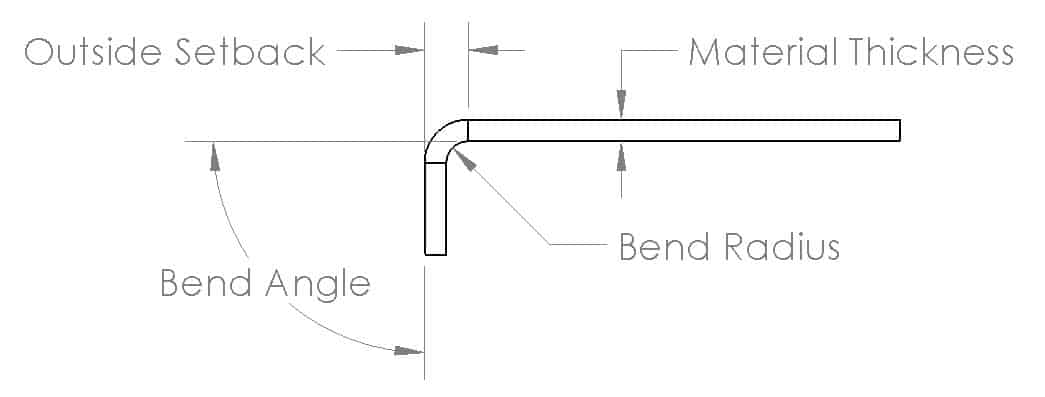
Generally speaking the thicker a piece of sheet metal is the wider the internal bend radius will.
Bend radius for 2mm sheet metal.
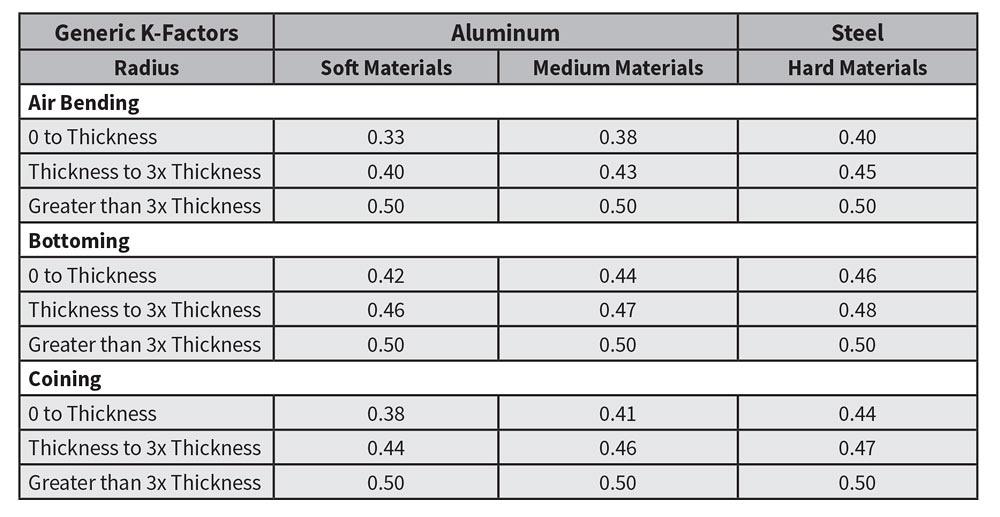
Analyzing The K Factor In Sheet Metal Bending
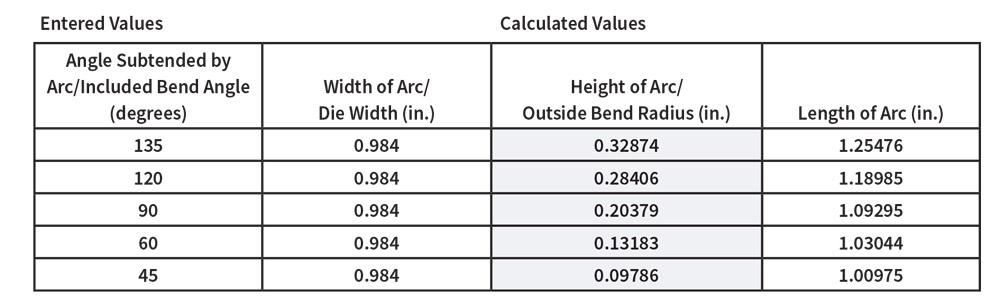
Being Inventive Calculating Developed Length For Sheet Metal Bends Larger Than 90 Deg
Solidworks Tutorial Sheet Metal 2012 What Does Bend Allowance Mean Youtube
Allowance Tables And Formulas

Sheet Metal Bend Allowance Calculator
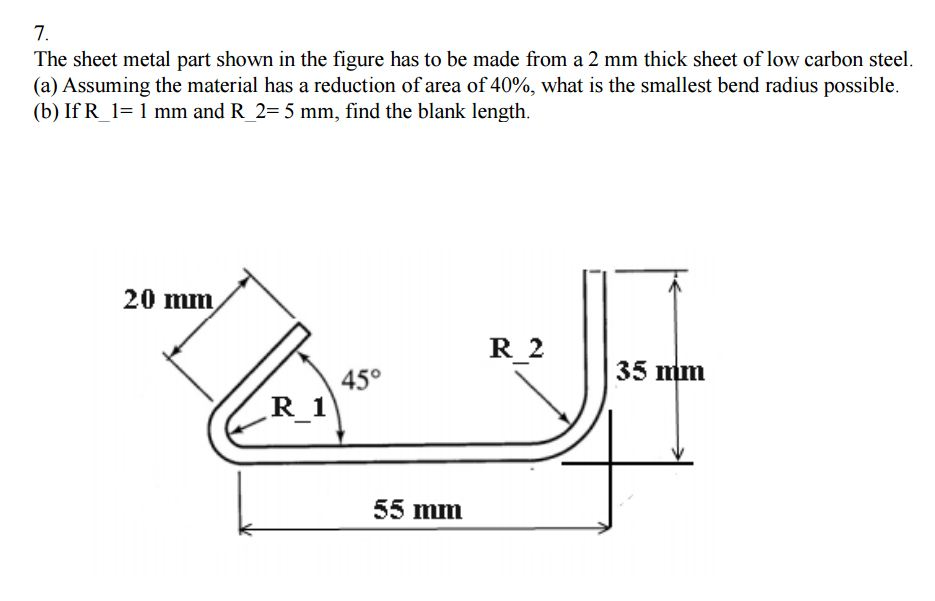
The Sheet Metal Part Shown In The Figure Has To Be Chegg Com
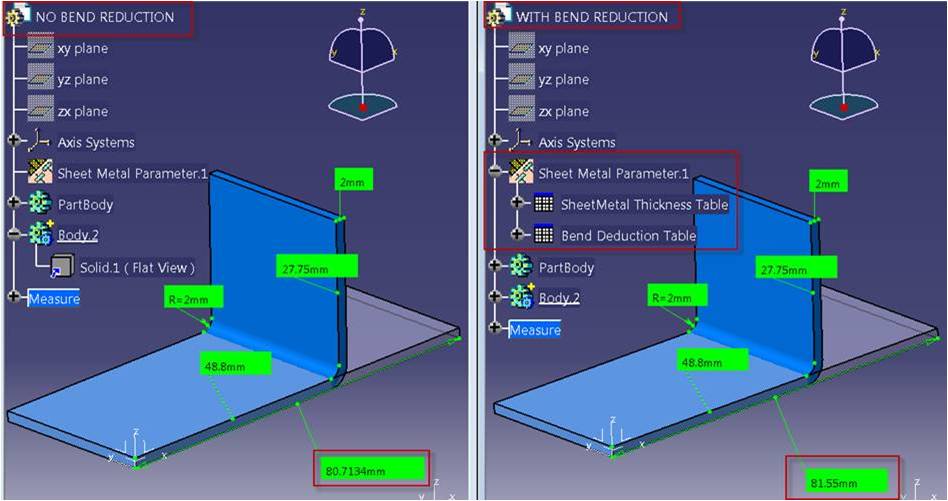
Catia Sheetmetal Bend Tables Explained Inceptra

Crs Gauge Chart Trinity

Minimum Bending Radius Something To Pay Attention
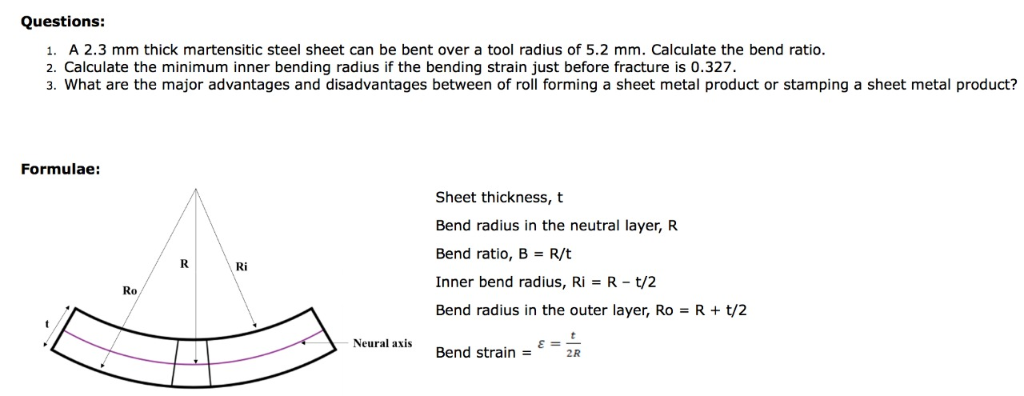
Solved Questions A 2 3 Mm Thick Martensitic Steel Sheet Chegg Com
Bend Allowance Calculator

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

Sheet Metal Bend Allowance Grabcad Tutorials

Which Aluminum Alloy Bends Best Clinton Aluminum

How Do I Calculate The Sheet Metal Size Required For The Bend I Need Grabcad Questions

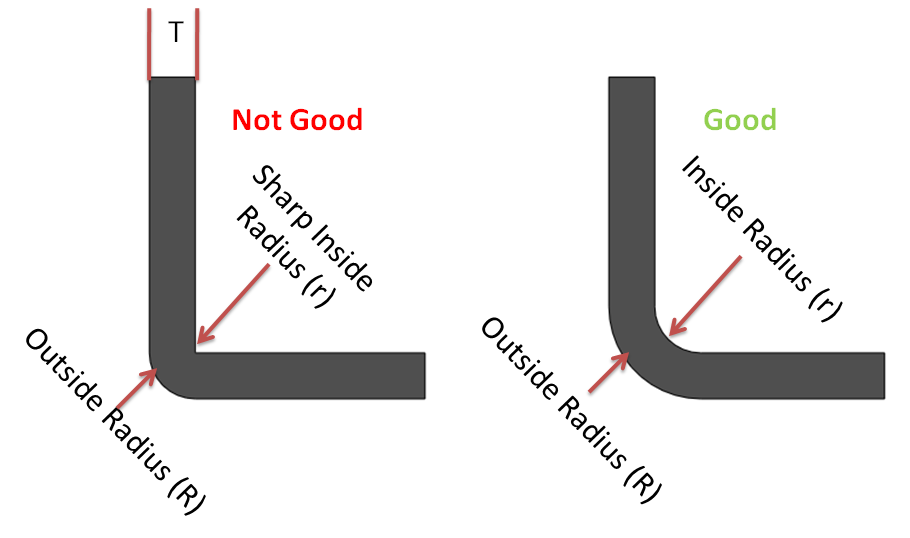
Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

Sheet Metal Flat Pattern Calculator Smlease Design
Tips For Bending Sheet Metal Make It From Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

Sheet Metal Understanding K Factor

Solidworks Sheet Metal A Beginner S Tutorial All3dp

How To Setup Sheet Metal For Leather Or Card Board Grabcad Questions

How To Convert From 3d Solid To Sheet Metal Bricscad Mechanical Youtube
Https Cdn2 Hubspot Net Hubfs 340051 Design Guides Xometry Designguide Sheetmetal Pdf
Source : pinterest.com
