Bending Spring Steel Sheet

How To Bend Steel Plate Without A Brake Youtube
Bending Thick Steel Plate The Chicago Curve

Sheet Metal Bending Up To 16 M Length

How To Easily Make A Small Radius Bend In Flat Steel General Fabrication Tip Youtube

Easy Diy Guide To Press Brakes Tooling Metal Folding Magnabend Cnccookbook Be A Better Cnc Er

Bending Metalworking Wikipedia

Cooling down slowly it will not re hard and you can treat it as any other common steel.
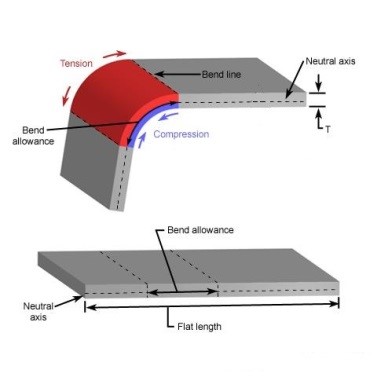
Bending spring steel sheet.

How To Compensate For Springback When Bending High Strength Steel Youtube
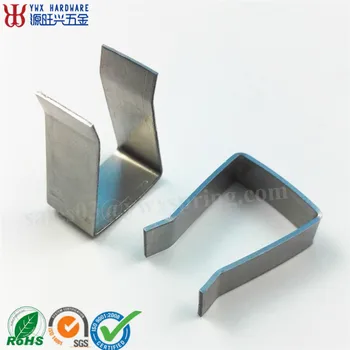
Manufacturer Stainless Steel U Clip Type Bending Sheet Metal Springs Buy Metal Spring Clip U Clip Spring Bending Sheet Clip Product On Alibaba Com
Sheet Metal We Cut It We Bend It We Ship It All For You

Minimum Bending Radius Something To Pay Attention

Bending Basics The Hows And Whys Of Springback And Springforward

How To Bend Sheet Metal Without A Brake Hunker Sheet Metal Sheet Metal Brake How To Bend Wood

Tips For Bending Sheet Metal Make It From Metal

The Tool Works Great It Does Have To Be Mounted On A Strong Table With A Little Muscle This Bender Can Fold Welding Projects Metal Bending Tools Welding Table

Pin On Home Made Tools

301 Stainless Steel Strip For Spring Applications Ulbrich

Bigger Scroll Bender Metal Working Tools Tool Steel Metal Working Projects

Sheet Metal 04 Bend Allowance Spring Back Youtube

Make A Metal Bender Homemade Diy Tool Youtube

Metal Bending Service Steel Folding Metal Folding Sheetmetal Bending Service Advance Metal Products Sheet Metal Metal Bending Sheet Metal Work

Mini Universal Bending Bender Forms Wire Flat Metal And Tubing Ebay Tyokalut

Metal Bending Brake Metal Bending Sheet Metal Bender Metal Bender

Veritas Tools Other Products Metal Bender Metal Bending Tools Metal Bender Metal Bending

Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Metal Bending Sheet Metal Shop
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsfonsgftndaclswsbe6vtfa60wqe9xgim5ze33hyt6a Xr77ls Usqp Cau

Mini Bending Brake Produces Sharp Clean Bends In Metal A Press Bending Brake For Brass Or Other Light Sheet Met Metal Working Tools Metal Tools Metal Working

Sheet Metal Roller Plans Thorough Professional Sheet Metal Roller Sheet Metal Fabrication Metal Bending Tools

Sheet Metal Bender Brake The Make Diy First Use Stainless Steel Bbq Youtube Sheet Metal Bender Metal Bender Sheet Metal

Made Ring Roller Metal Working Tools Metal Bending Tools Metal Bending

Sheet Metal Brake Assembly Tutorial Sheet Metal Brake Sheet Metal Fabrication Metal Bending Tools
Source : pinterest.com
